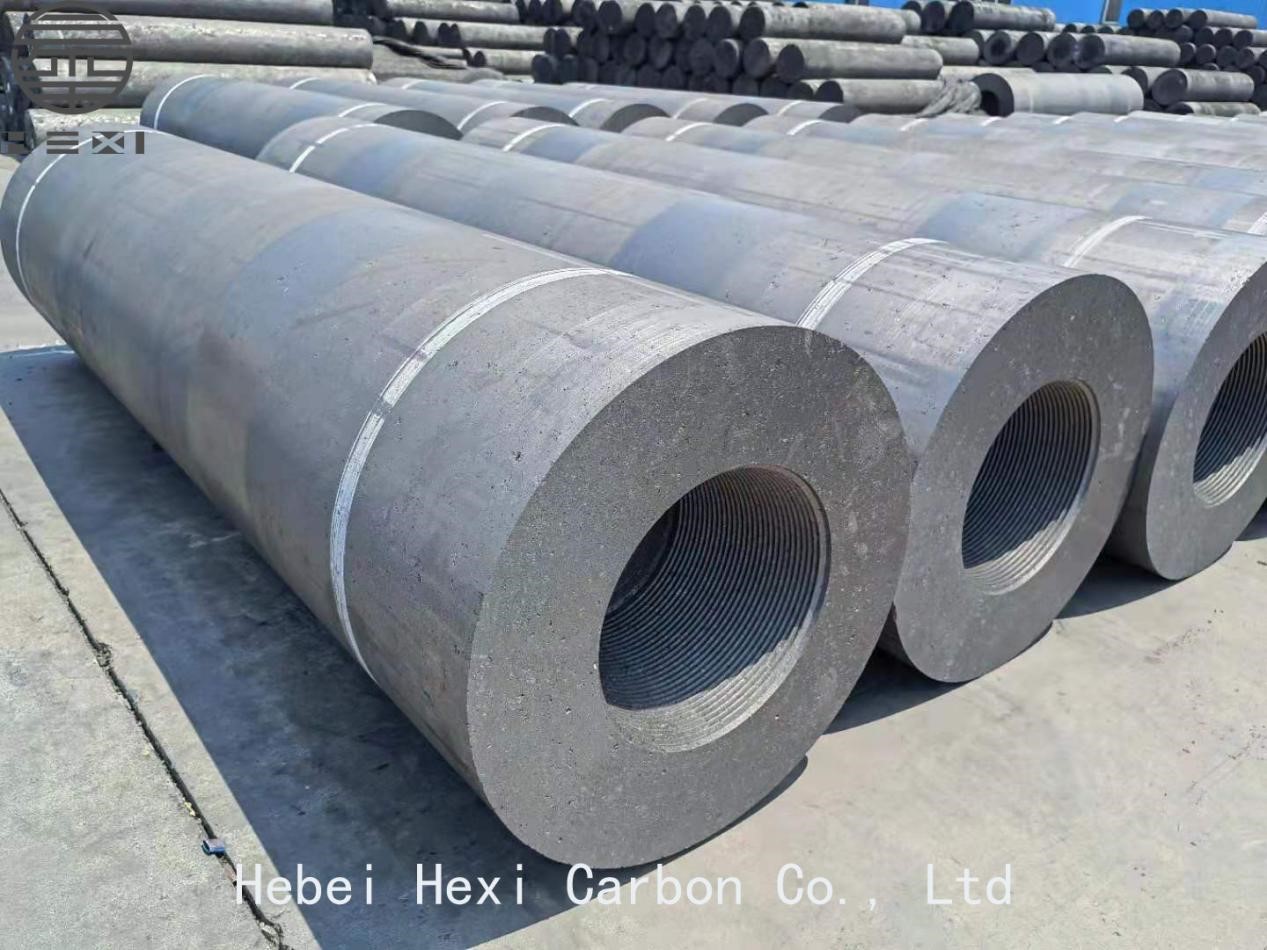
Графитна електрода велике снаге 450 мм
ХП графитна електрода је углавном направљена од нафтног кокса и игличастог кокса, способна је да носи густину струје 18-25А/цм2. Дизајниран је за производњу челика у електричним лучним пећима велике снаге.
| Поређење техничких спецификација за ХПГрафитна електрода18″ | ||
| Електрода | ||
| Ставка | Јединица | Супплиер Спец |
| Типичне карактеристике Пољака | ||
| Номинал Диаметер | mm | 450 |
| Мак Диаметер | mm | 460 |
| Мин Диаметер | mm | 454 |
| Називна дужина | mm | 1800-2400 |
| Мак Ленгтх | mm | 1900-2500 |
| Мин Ленгтх | mm | 1700-2300 |
| Булк Денсити | г/цм3 | 1.68-1.73 |
| попречна чврстоћа | МПа | ≥11,0 |
| Иоунг' Модулус | ГПа | ≤12,0 |
| Специфични отпор | µΩм | 5.2-6.5 |
| Максимална густина струје | КА/цм2 | 15-24 |
| Цуррент Царриинг Цапацити | A | 25000-40000 |
| (ЦТЕ) | 10-6℃ | ≤2.0 |
| садржај пепела | % | ≤0.2 |
| Типичне карактеристике брадавице (4ТПИ/3ТПИ) | ||
| Булк Денсити | г/цм3 | 1,78-1,83 |
| попречна чврстоћа | МПа | ≥22,0 |
| Иоунг' Модулус | ГПа | ≤15,0 |
| Специфични отпор | µΩм | 3.5-4.5 |
| (ЦТЕ) | 10-6℃ | ≤1.8 |
| садржај пепела | % | ≤0.2 |
Метода смањења потрошње електрода
Последњих година, са снажним развојем кинеске индустрије челика за електричне пећи, као и са захтевима за уштедом енергије и смањењем потрошње, стручњаци и научници у земљи и иностранству закључују неке ефикасне приступе како следи:
1.Анти-оксидациони механизам графитне електроде за прскање воде
Експерименталним истраживањем, прскање антиоксидационог раствора на површину електрода показало се много бољим у заустављању од бочне оксидације графитне електроде, а антиоксидациони капацитет је повећан за 6-7 пута. Након употребе ове методе, потрошња електроде је пала на 1,9-2,2 кг топљењем тоне челика.
2.Шупља електрода
Последњих година Западна Европа и Шведска су почеле да користе шупље електроде у производњи пећи за руду феролегура. Шупље електроде, облика цилиндра, углавном су празне изнутра затворене инертним гасом. Због шупљине, услови печења се побољшавају и повећавају снагу електроде. Уопштено говорећи, може да уштеди електроде за 30% -40%, до највише 50%.
3.ДЦ лучна пећ
ДЦ електролучна пећ је нова врста електролучне пећи за топљење која је недавно развијена у свету. Према објављеним подацима у иностранству, ДЦ лучна пећ је једна од најефикаснијих техника за смањење потрошње електрода. Генерално, потрошња електрода се може смањити за око 40% до 60%. Према извештајима, потрошња графитних електрода велике електричне пећи ДЦ ултра велике снаге смањена је на 1,6 кг/т.
4.Технологија површинског премаза електроде
Технологија облагања електрода је једноставна и ефикасна технологија за смањење потрошње електрода, генерално може смањити потрошњу електрода за око 20%. Обично коришћени материјали за облагање електрода су алуминијум и различити керамички материјали, који имају јаку отпорност на оксидацију на високим температурама и могу ефикасно смањити потрошњу оксидације бочне површине електроде. Метода облагања електрода је углавном прскањем и млевењем, а њен процес је једноставан и лак за употребу. То је најчешће коришћена метода за заштиту електрода.
5.Импрегнирана електрода
Потопите електроде у хемијски раствор да изазовете хемијску интеракцију између површине електроде и средстава за побољшање отпорности електроде на оксидацију при високим температурама. Ова врста електрода може смањити потрошњу електрода за око 10% до 15%.